GV series
Get the Edwards dry advantage
The GV110 is the latest industrial dry claw vacuum pump from Edwards. Building on the advantages of the GV80, the product offers additional features and benefits including an integrated variable speed drive, modern acoustic enclosure and improved pumping performance. Like the GV80, the new product offers consistent pumping performance, minimal service intervention and low cost of ownership for a variety of industrial applications.

Maximise your productivity and performance
Edwards has the largest installed base of dry vacuum pumps in the world. Edwards’ dry claw vacuum pumps are built to the exacting standards and quality demanded by our customers. The technology is packaged into two products, the GV80 and GV110, offering many key advantages for industrial applications.
Both products offer a trouble-free and cost-effective solution to meet your needs, and offer the following advantages:
Maximise your productivity and performance
Edwards has the largest installed base of dry vacuum pumps in the world. Edwards’ dry claw vacuum pumps are built to the exacting standards and quality demanded by our customers. The technology is packaged into two products, the GV80 and GV110, offering many key advantages for industrial applications.
Both products offer a trouble-free and cost-effective solution to meet your needs, and offer the following advantages:
GV sizes

|
|

|
||
| GV80 | GV80/500 | GV110 | ||
| Peak pumping speed | m³/h | 80 | 390 | 110 |
| Ultimate pressure | mbar | 0.03 | 0.003 | 0.0045 |
| Power at ultimate | kW | 3.6 | 4.3 | 2.6 |
| Motor power | kW | 4 | 6.6 | 4.7 |
| Noise Level | dBA | <78 | <78 | <78 |
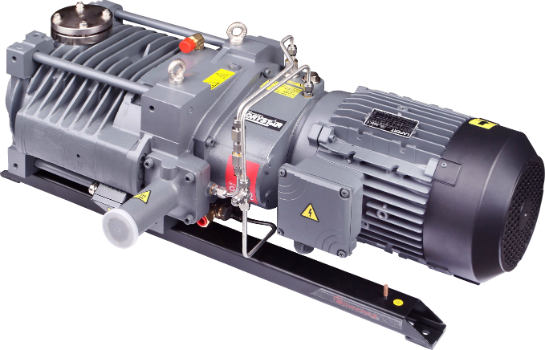
Drystar® GV80 and EH500 booster configured packages
Standard configured packages are available based on the GV80 offering additional features, the Drystar® GV80. These standard options are available as a pump only option or combined with the EH500 hydrokinetic drive mechanical booster offering 500m3h-1 for applications where increased pumping speed and/or lower vacuum levels are required. For further details please contact your Edwards representative.
Product Features
Robust
Continuous operation with the ability to handle large volumes of condensable vapors.Reliable
High tolerance of process dust and particlesConsistentoutput
Providing delivery of repeatable pumping performance.Low cost of ownership
With clean, quiet pumping and minimal service disruption.Enviroment friendly
Eliminating frequent oil changes and waste oil disposal.Industry proven, tried and tested
Specifically designed for demanding industrial applications.DOCUMENTATION & VIDEOS

GV80 Product Information